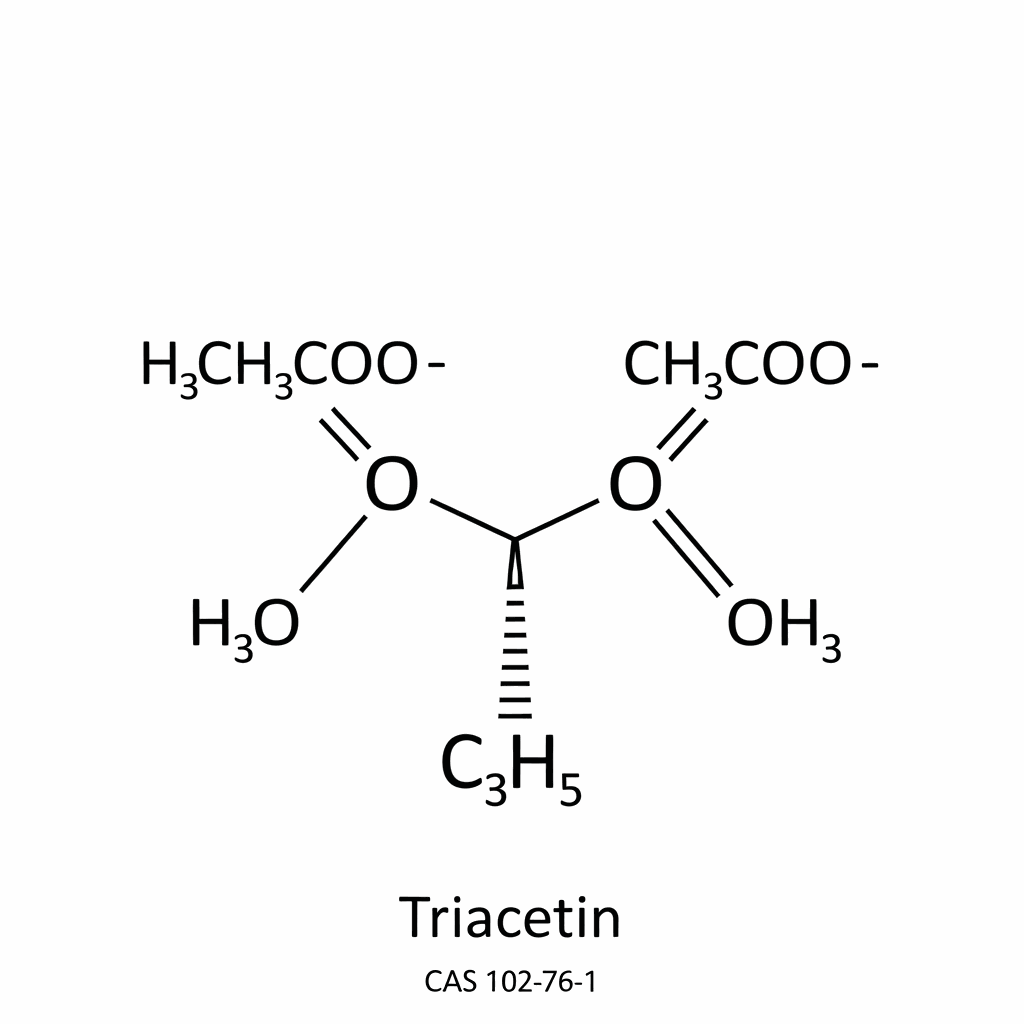
Triacetin, chemically identified as glyceryl triacetate (CAS: 102-76-1), is a clear, colorless, and odorless oily liquid. It is the triester formed by the esterification of high-purity glycerin with acetic acid or acetic anhydride. As a versatile organic compound, Triacetin is highly valued in industrial chemistry due to its unique combination of low volatility, high boiling point, and significant solvency for various organic substances.
Classified as “Generally Recognized as Safe” (GRAS) by the U.S. Food and Drug Administration (FDA) and approved as a food additive (E1518) in the European Union, it is a cornerstone in the food, pharmaceutical, and cosmetic industries. Beyond its biological safety, Triacetin acts as an efficient plasticizer and humectant. Its chemical stability and compatibility with various polymers, particularly cellulose acetate, make it indispensable in manufacturing. Furthermore, its biodegradable nature ensures it meets modern environmental standards for sustainable chemical processing and product formulation.